
Lithium-ion battery assembly consists of multiple steps, and each process contains knowledge and knowledge, which has a great impact on the final performance of the battery. Among them, the rolling treatment of positive and negative plates is an essential process. The main purpose of rolling is to control the pole pieces within the design range, enhance the peel strength of the pole pieces, and reduce the transmission distance of lithium ions. Due to the different material systems, the rolling rebound of the positive pole piece is relatively small, while the rolling rebound of the negative pole piece is relatively large. Therefore, for the positive pole piece, almost all power battery companies in China only carry out rolling once, and there is no difference; for the negative pole piece, some companies carry out rolling once, and some companies choose to roll twice, and the difference is large.
Recently, researchers from Samsung SDI and Hanyang University in South Korea conducted a comparative study on the one-time and two-time rolling of the graphite negative pole piece. The results show that the negative pole piece can not only prevent the cracking and Pulverization can also make the distribution of voids in the pole piece more uniform, which ultimately leads to the improvement of the wettability of the electrolyte and the reduction of the resistance value of the pole piece. The specific results are as follows:
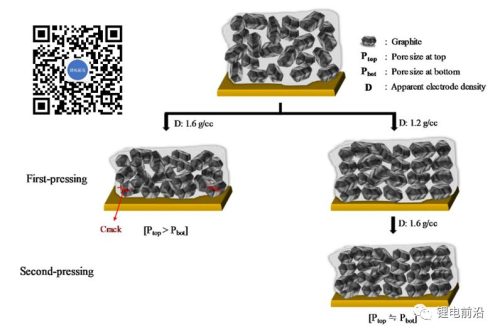
Figure 1. Schematic diagram of the principle of one-time and two-time rolling of the negative pole piece.
The principle of one-time rolling and two-time rolling of the negative pole piece is shown in Figure 1. The so-called primary rolling is to only roll once to achieve the designed thickness and density of the pole piece; the second rolling is to first roll the pole piece to a certain thickness, and then pass the second rolling to achieve the designed thickness and density. . The difference between the two is that the first rolling can easily lead to the cracking and pulverization of the active particles, and the aperture above the pole piece (away from the copper foil) will be larger than the aperture below the pole piece (closer to the copper foil); It may reduce the cracking of active particles, and also make the pore size distribution in the pole piece uniform, thereby promoting the infiltration of the electrolyte, and finally improving the performance of the battery.

Figure 2. SEM images and dimensional information of negative pole pieces after three different methods of rolling.

Figure 3. Raman characterization results of negative pole pieces rolled in three different ways.
The authors first compared the microstructure information and size information of the negative pole pieces after rolling in three different ways. In Figure 1, 100%-0% means that the electrode is rolled only once, while 40%-100% and 75%-100% respectively means that the pole piece is rolled for the first time, and the rolling depth is the original thickness. 40% and 75%, followed by a second rolling to reach the design value. As shown in Figure 1, the initial thickness of the active layer of the pole piece is 109 μm, which can reach the design requirement of about 70 μm whether it is rolled once or twice, and the two rolling methods cannot be seen only from the microscopic morphology. What is the difference in structure. The authors then carried out Raman characterization of the graphite active particles in the pole piece after rolling, and the results are shown in Figure 3. The ID/IG in the Raman signal represents the defect level of the graphite particles, and a higher ID/IG means more defects in the graphite particles. It can be seen from Figure 3 that the ID/IG value of graphite in the pole piece rolled once is 0.22, while the ID/IG value of graphite in the pole piece rolled twice is only half of that in the first rolling, which means that the two The damage to the graphite particles in the rolled pole pieces is relatively small.
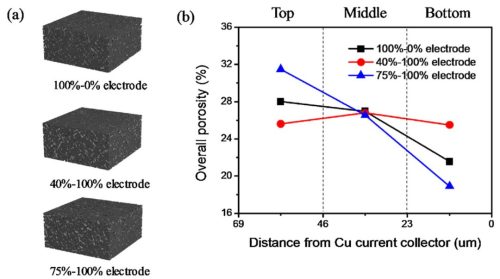
Figure 4. (a) 3D-XRM reconstructed image of the negative pole piece after rolling in three different ways and (b) comparison of the porosity of the upper, middle and lower parts of the pole piece.
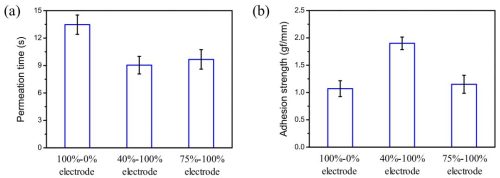
Figure 5. (a) Comparison of electrolyte infiltration and (b) comparison of electrode adhesion after negative pole pieces were rolled in three different ways.
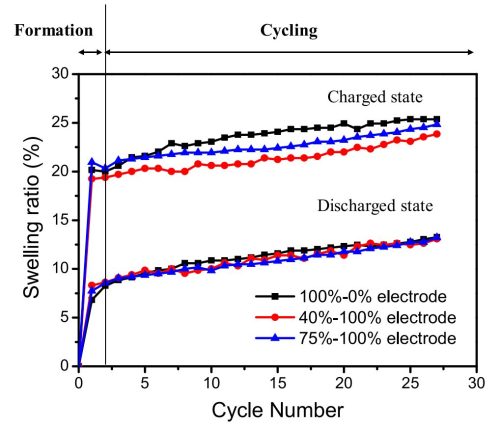
Figure 6. Comparison of formation and cycling expansion of LiCoO2 pouch cells made of three different ways of rolling anodes.
The pore size distribution in the pole piece and the adhesion force of the pole piece are also important indicators to examine the quality of the rolling process. As shown in Figure 4, the 3D-XRM reconstructed image of the pole piece after rolling shows that the diameter of the pole piece rolled twice is significantly larger than that of the pole piece rolled only once, and the diameter of the pole piece rolled twice by 40%-100% The pore size distribution of the pressed pole piece is more uniform. And whether it is electrolyte wettability or pole piece adhesion, the pole piece that has been rolled twice by 40%-100% has better performance.
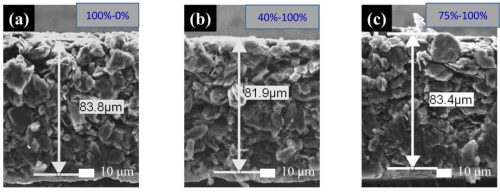
Figure 7. SEM images and dimensional information of the anodes rolled in three different ways after 25 cycles of cycling.
The expansion of the battery mainly comes from the negative electrode. The author made a LiCoO2 pouch battery by rolling graphite negative electrode in three different ways, and compared the expansion. As shown in Figure 6, the expansion rate of the soft-pack battery made of the negative electrode sheet rolled by 40%-100% twice is 19.23% and 4.47% in the formation and cycle stages, respectively, and the expansion rate is the lowest among the three groups of batteries. . The authors believe that the uniform pore size distribution enables the 40%-100% double-rolled negative pole piece to be well infiltrated by the electrolyte and release the pressure of the pole piece during the formation and cycling process, thereby obtaining the minimum expansion rate result. As shown in Figure 7, the initial design thickness of the active layer of the negative pole piece is 70 μm, after 25 cycles of 100%-0% rolling once, 40%-100% rolling twice and 75%-100% rolling twice The thickness of the active layer of the pole piece is 83.8 μm, 81.9 μm and 83.4 μm, respectively, and the thickness of the pole piece rolled twice with 40%-100% is the lowest, which is consistent with the expansion rate of the pouch battery. In addition, the authors also analyzed the cycle performance, rate performance and electrochemical impedance spectroscopy of the pouch batteries made of three kinds of pole pieces. The battery performance is the best, so I won’t go into details here.
Summary: Some domestic enterprises have begun to apply the double-rolling process of negative pole pieces. The work of battery technology is tiring and boring, which makes many people unwilling to do it, but it does contain rich scientific truth, and it is not an exaggeration to write a book about each process.